Hotselgende leverandører av tapt voksstøping.
Ved å være støttet av en høyt utviklet og spesialist IT-gruppe, kan vi levere teknisk støtte på forhåndssalg og ettersalgsservice for store rabatter. slik at vi kan kontrollere kostnader, planlegge kapasitet og opprettholde konsistent levering til rett tid.
Stor rabatt på tapt voksstøping i Kina, våre produkter eksporteres hovedsakelig til Europa, Afrika, Amerika, Midtøsten og Sørøst-Asia og andre land og regioner. Nå har vi hatt et godt rykte blant våre kunder for kvalitetsprodukter og gode tjenester. Vi ville bli venner med forretningsmenn fra inn- og utland, etter hensikten med "Kvalitet først, omdømme først, de beste tjenestene."
1. Vår kapasitet for metallsandstøpegods
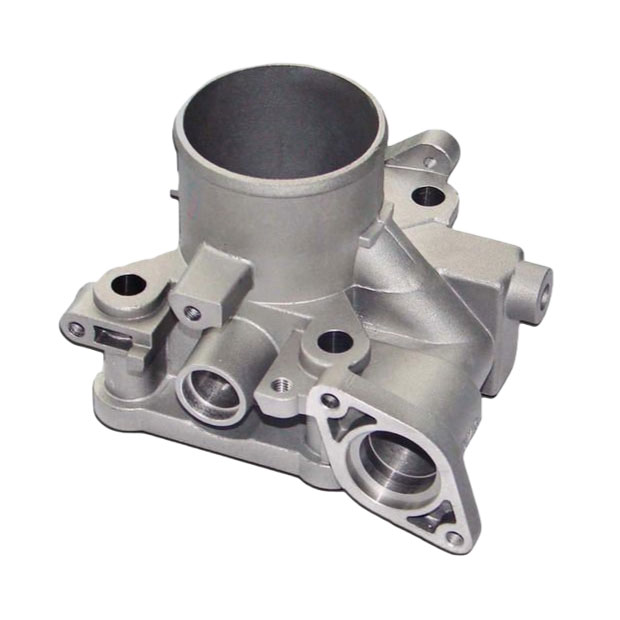
 Youlin® Lost voksstøping, også kjent som presisjonsstøping eller investeringsstøping, er en produksjonsprosess der et voksmønster brukes til å forme en keramisk engangsform. Det lages et voksmønster i den nøyaktige formen til gjenstanden som skal støpes. Dette mønsteret er belagt med et ildfast keramisk materiale. Når det keramiske materialet er herdet, snus det opp-ned og varmes opp til voksen smelter og renner ut. Det herdede keramiske skallet blir en brukbar investeringsform. Smeltet metall helles i formen og avkjøles. Metallstøpingen brytes deretter fra den brukte formen.
Youlin® Lost voksstøping, også kjent som presisjonsstøping eller investeringsstøping, er en produksjonsprosess der et voksmønster brukes til å forme en keramisk engangsform. Det lages et voksmønster i den nøyaktige formen til gjenstanden som skal støpes. Dette mønsteret er belagt med et ildfast keramisk materiale. Når det keramiske materialet er herdet, snus det opp-ned og varmes opp til voksen smelter og renner ut. Det herdede keramiske skallet blir en brukbar investeringsform. Smeltet metall helles i formen og avkjøles. Metallstøpingen brytes deretter fra den brukte formen.
Begrepet investeringsstøping er avledet fra prosessen med å "investere" (omgi) et mønster med ildfaste materialer. Investeringsstøping velges ofte fremfor andre støpemetoder fordi de resulterende støpingene har fine detaljer og utmerket overflatefinish som støpt. De kan også støpes med tynne vegger og komplekse indre passasjer. I motsetning til sandstøping krever investeringsstøping ikke utkast.
Disse prosesskvalitetene kan gi netto form eller nesten netto form støpegods, som gir kundene betydelige kostnadsbesparelser i material, arbeidskraft og maskinering. Den kan bruke de fleste vanlige metaller, inkludert aluminium, bronse, magnesium, karbonstål og rustfritt stål. Deler produsert med investeringsstøping inkluderer turbinblader, medisinsk utstyr, skytevåpenkomponenter, gir, smykker, golfkøllehoder og mange andre maskinkomponenter med kompleks geometri.
2. Fordeler og ulemper ved tapt voksstøping
Fordeler:
✔Deler med ekstremt komplekse former og intrikate funksjoner kan støpes som ett stykke ved hjelp av investeringsstøping
✔Med kort lengde eller liten dybde kan tynne seksjoner ned til 0,40 mm (0,015 tommer) støpes uten kald stengningsfeil
✔ Tapt voksstøping har utmerket dimensjonsnøyaktighet og strammere toleranser på 0,075 mm (0,003 in) er lett oppnåelig.
✔Sammenlignet med lignende produksjonsprosesser kan tapt voksstøping oppnå utmerket overflatefinish uten etterbehandling. Vanligvis rundt 1,3 – 0,4 mikron RMS Ra
✔Det gir nesten ubegrenset frihet når det gjelder investeringsstøpte materialer, men de vanligste materialene som brukes inkluderer aluminiumslegering, støpejern og ikke-jernholdige legeringer. Prosessen er spesielt attraktiv for høytemperaturlegeringer.
✔Draft på vegger er ikke nødvendig, men hvis en master die brukes til å lage voksmønstre, vil utkast i ansiktet hjelpe mønsteret til å gjøre prosessen enklere.
✔ Siden det ikke er noen skillelinjer, ville ikke rollebesetningen ha noe blink. Men voksmønstrene kan ha skillelinjer fra hovedmatrisen.
✔Ytterligere maskinering kan elimineres eller reduseres, og det er vanligvis nok tillatt på så lite som 0,4 til 1 mm (0,015 til 0,040 in.).
✔Utmerket dimensjonspresisjon kan oppnås i kombinasjon med svært glatte støpte overflater. Disse egenskapene er spesielt attraktive når man lager produkter fra metaller med høy smeltetemperatur, vanskelig bearbeidede metaller som ikke kan støpes med gips- eller metallstøpeprosesser.
✔Voksen som brukes kan vanligvis gjenvinnes for gjenbruk.
Ulemper:
✖Sammenlignet med andre metoder for metallstøping, involverer tapt voksstøping mange komplekse trinn som gjør prosessen relativt dyr. Men noen av trinnene kan automatiseres for visse produkter. Det kan være dyrere enn presstøping eller sandstøping, men kostnadene per enhet synker med store volumer.
✖Den høye kostnaden for dyser for å lage mønstre har tradisjonelt begrenset investeringsstøping til store produksjonsmengder
✖De høye kostnadene skyldes også behov for spesialisert utstyr, kostbart ildfast materiale og høye arbeidskostnader
✖Deler er vanskelige å støpe hvis de krever kjerner, har hull mindre enn 1,6 mm eller dypere enn 1,5 ganger diameteren
3. Prosesstrinnet for tapt voksstøping

Følgende trinn er det vi følger for å produsere deler med komplekse geometrier og intrikate detaljer.
1. Lag voksmønster: Et mønster som gjenskaper den ferdige delens geometri er laget ved å bruke en av to primære metoder:
a. Bygg en voksinjeksjonsdyse
b.3D-utskriftsmønster
i.Hvis en voksinjeksjonsdyse skal brukes, innebærer det første trinnet å designe og bygge en metalldyse fra aluminium. Denne formen skaper en voksreplika av den ønskede delen ved å injisere smeltet voks under høyt trykk inn i hulrommet. Dysen kan lages som et enkelt manuelt verktøy med ett hulrom eller et komplekst automatisk verktøy med flere hulrom avhengig av volumkrav.
ii.Hvis et 3D-trykt mønster skal brukes, sendes en CAD-modell som inneholder delens geometri til en skriver og delen skrives ut.
2.Voksmontering: Deretter settes voksmønstrene sammen på løpere og til et ferdig tre som er klart til å dyppes.
3.Slurry Coating: Sammenstillingen dyppes deretter i en høykvalitets keramisk slurry for å bygge et keramisk skall rundt vokstreet.
4. Stuccoing: Etter at slurrybelegget er ferdig, slippes partikler av sand ned på overflaten av den våte tresammenstillingen. Dette bidrar til å tykne og styrke belegglaget på voksmonteringsoverflaten.
5. Gjenta trinn 5 og 6: Gjenta trinn 5 og 6 til monteringen oppnår ønsket skalltykkelse. Sammenstillingen får deretter stivne og tørke.
6. Avvoksing: Voksen inne i det nybygde skallet er nå fjernet. Avvoksing gjøres ved hjelp av en dampavvoksende autoklav eller flash-brannovn.
7. Støping: Nå helles ønsket smeltet metall i det forvarmede formhulrommet.
8. Avkjøling: Formen sitter deretter for å la det smeltede metallet avkjøles og stivne som deretter blir den endelige støpingen.
9. Fjerning av skall: Skallmaterialet fjernes deretter gjennom prosesser med hammerslag, vibrasjoner og stålsandblåsing.
10.Cut Off: De ferdige delene kuttes deretter fri fra port- og løpesystemet.
11. Etterbehandling: Ulike etterbehandlingsteknikker blir deretter brukt, inkludert sliping, sandblåsing og belegg for å oppnå den endelige overflaten som trengs.
12.Testing: Når etterbehandlingen er utført, inspiseres delene for overflate- og undergrunnsdefekter. Visuell og fluorescerende penetrantinspeksjon utføres for overflater og røntgenstråler brukes for identifikasjon av feil under overflaten.
4. Tapt voksstøping vs annen støpeprosess

5.Vanlige spørsmål
Spørsmål: Hva er hensynene når du bruker tapt voksstøping?
EN:
1. Verktøykostnad:
For lave mengdekrav kan det være dyrere enn andre metoder hvis permanent verktøy forfølges. For disse bruksområdene kan SLA eller trykte mønstre være et kostnadseffektivt alternativ (selv for en mengde på én).
Startkostnader er en annen nøkkelfaktor når man skal avgjøre om investeringsstøping gir størst verdi. Investeringsstøpeverktøyet består vanligvis av flere deler som er montert sammen for å produsere de komplekse komponentene. Denne "frontend"-kostnaden er ikke ubetydelig, men kan lett kompenseres av mangelen på etterfølgende maskinering og/eller fabrikasjon.
2.Størrelsesbegrensninger:
Det er mulig å lage investeringsstøpte i en rekke størrelser. Det er en øvre grense for dette området, som er mindre enn andre formede teknologier som sandstøping.
3. Veldig små strukturer:
Investeringsstøping er et utmerket valg for tynnveggede applikasjoner, men svært små interne former som bruker kjerner kan by på utfordringer. Hull kan vanligvis ikke være mindre enn 1/16” (1,6 mm) eller dypere enn 1,5 ganger i diameter.
4. Timing:
Flertrinns investeringsstøpeprosessen er mer tidkrevende enn andre prosesser. Saksbehandlingstiden kan være kortere enn andre alternativer.
Spørsmål: Hvorfor kalles det tapt voksstøping?
A: Etter å ha lukket formen rundt leiremodellen, helles varm voks i gapet mellom modellen og formen. Dette fører til at voksen smelter og flyter ut av formen, og etterlater et mellomrom mellom den brannsikre leiremodellen og investeringsformen. Dette er grunnen til at denne metoden kalles den tapte voksprosessen.
Spørsmål: Hvor nøyaktig er investeringsstøping?
A: Investeringsstøping kan oppnå utmerkede detaljer og nøyaktighet – i +/- 0,005 tomme per tomme område. Svært lite ekstra maskinering er nødvendig for detaljer og funksjoner.